一、零件性能要求及应用
采用热成形钢板冲压件的零件,通常属于车身碰撞传力路径的安全结构件,大多有着高强度要求,以此起到防止碰撞时过度变形、入侵乘员生存空间的作用,同时对零件韧性有一定要求,诸如车门防撞梁、B柱等,在碰撞发生变形时,不能过早弯折断裂,从而起到吸收能量的作用。
有这样一张图,它是图1 ,此图呈现为沃尔沃V系列车型的白车身用材示意状况,其中红色所代表的是热冲压零件,这些热冲压零件主要集中于正碰以及侧碰路径上,其涵盖了A柱、B柱、C柱、前后纵梁、顶盖横梁、上边梁、门槛、地板横梁等部件。
鉴于轻量化以及碰撞安全方面存有越来越高的需求,热成型钢于汽车骨架之上的应用比例持续处于扩大状态。依据GM所公开的资料来看,预估当前热成型钢的年产能已然达到600万吨,与之形成对比的是,历经多年发展的第三代冷冲压高强钢的产量仅仅只有3万吨。
在图2所示的情况之下,以Volvo作为示例呈现出,XC90在2015年的时候,热成型钢单车用量从7%提升至38%为一个阶段,而到了目前最新车型阶段,这一用量已达到42%,存在钢质或者轻度钢铝混合路线的车企,都在很大幅度之上提升了热成型钢占比,部分电动车企开始在电池包结构件方面进行量产应用。
二、材料性能要求
处于要确保乘员舱具备完好无损的完整性以及拥有强大的防撞性能的目的,通常会针对热冲压材料(一般而言是指1500MPa的硼钢以及1800MPa的硼钢)存在像下面这样的需求:
1. 高的材料强度;
2. 良好的弯曲断裂韧性;
3.均匀的组织性能;
4.合适的成本;
5.镀层材料还需求较好的耐蚀性(分为镀AS、镀锌和裸板);
6.良好的热处理工艺性能(奥氏体化温度、临界冷却速度);
7.良好的点焊、激光焊性能。
诚然,当下鉴于小汽车安全部件正倾向于更精细的设计的要求而言,除了对硼钢(22MnB5、28MnB5、34MnB5)的强度要求日益提升之外,还需要那样具备中等强度却是高韧性特质属性的热冲压材料来充任软区材料,就好比B柱的下端会采用低合金高强钢6Mn6等材料,这类材料所具备的需求在于它拥有高弯曲韧性、优良的可焊性以及较大的临界冷却速度这几个特质情形,其在室温状态下所呈现的组织结构既可以是铁素体这个形态,又能够是珠光体这个形态,或者还有可能是马氏体组织 。
三、行业用材分析
1、行业用材现状
• 从基材来讲:
目前主要应用于热冲压钢板的1500MPa的22MnB5和1800MPa的34MnB5硼钢在硬区部位使用,也就是在需要超高强度来减小或者防止变形的部位使用 。
②软区:由于激光拼焊,也就是Tailored Welded Blanks技术已然成熟,所以有诸如500/600MPa级的6Mn6、1000MPa级的8Mn*、1200MPa级的12Mn*等材料,被应用于激光拼焊件的低强度部位,这被人们俗称为软区。
如图3所示,沃尔沃XC90车型的纵梁部位,以及B柱的端部,也就是其中的黄色区域。此部分材料的VDA弯曲角,通常远远大于22MnB5和34MnB5,在碰撞发生时,其有效变形行程比较大,能够起到吸能的作用。
• 从表面涂层来讲:
①常规镀层材料:
在华专利CN108588612B属于安赛乐米塔尔,它针对常规涂层(镀层重量70g/m2,热冲压后总厚度30 - 50um),对工艺窗口、涂层结构给予了严格限定,还对涂层厚度做了严格限定,由此导致该材料处于安米及其授权公司(现代制铁、新日铁、VAMA、TKS)的垄断状态下,其价格相对而言比较高,货源呈现出比较单一的状况,供货周期也比较长。
国内的宝钢、首钢、唐钢、马钢等钢厂,也在批量供应该类材料,以宝钢作为例子来说,主要是通过错开加热窗口的方式来规避专利,然而却是因为AM以及在不同国家和地区专利权利要求存在差异,所以国内钢厂的材料,在欧盟、北美、日韩、巴西等主要汽车市场使用与销售的时候,需要特别留意专利侵权问题,目前并不建议在大陆以外的地区使用。
②薄镀层材料:
在2019年的时候,东北大学易红亮教授团队所在的苏州育材堂公司,发明出了一种薄镀层新材料,这种材料能够降低涂层厚度,热冲压后涂层的总厚度处于10至25um的范围,它还可以调整工艺窗口,通过提高温度以及缩短时间的方式错开AM的加热窗口,经过热处理后镀层的厚度和结构能够规避AM专利限制,当前已授权国内的TAGAL和马钢这两家钢铁企业开展生产,并且已经获得GM、长城、奇瑞、一汽、东风、岚图等国内和国外数家主机厂的认证通过或者正处于认证过程中,目前其基于可批量生产进行供货时的材料基材是22MnB5和6Mn6 。
③裸板材料:
以表面不存在镀层的材料作为裸板材料,这一材料并无镀层专利,能够采用来自国内外的众多钢厂材料,像是TKS、现代制铁、首钢、宝钢、本钢、马钢。相较于具备镀层的材料,裸板的原材料成本有所降低,然而因为裸板在加热时会发生氧化,其表面会生成一层氧化皮,一般而言需增添抛丸工序来实施表面处理,如此便会增加一道抛丸加工的成本。并且氧化皮的存在会对冲压模具造成擦蚀,致使模具寿命折损。抛丸之后还会出现一定的变形情况(通常1.2mm以下规格不可使用裸板),而且会对环境造成污染。因此不建议大量应用裸板,可根据车型定位在干区部位适度使用。
2、行业用材趋势
持续的高需求来自碰撞安全方面、体现于轻量化上、关乎低成本、且涉及防腐效率,进而引导热成型钢朝着高强度方向、向着高韧性的方向、有经济性与耐蚀性的三大方向展开研究与应用趋势 。
• 高强度的硬区,其数值为,1500MPa,接着是1800MPa,然后直至2000MPa,最后达到2300MPa 。
· 具备着高韧性,其中,软区呈现出500MPa/1000MPa的压强数值,硬区有着2000MPa加上V/Nb/Re/Mo/Ni的情况 ,而后软加硬区则是薄镀层热成型 。
• 经济耐蚀:含Cr裸板热成型钢、薄镀层热成型钢
四、零件生产工艺
• 一般零件:
典型的热冲压零件生产工艺呈图4那般状态(铝硅板),其主要的、核心的工序涵盖:予以加热举措(将其奥氏体化),接着进行淬火成型操作,随后再实施激光切割程序。针对裸板的生产而言,在完成淬火之后,另外存在一道抛丸工序。
• 特殊工艺零件:
因碰撞安全针对不同区域材料的规格、性能有着不一样的需求,为了达成满足不同需求的精细化、定制化设计,并展现出轻量化收益,近些年来已广泛地量产应用了四种创新工艺,分别是TWB(激光拼焊)、TRB(变厚度轧制板)、Soft zone(强度软区,分模内与炉内2种)、Patch(补丁板),如下方图5是沃尔沃XC90同时运用到的4种工艺的示意图,其中B柱运用到了TRB+TWB的组合工艺。
①TWB(激光拼焊):
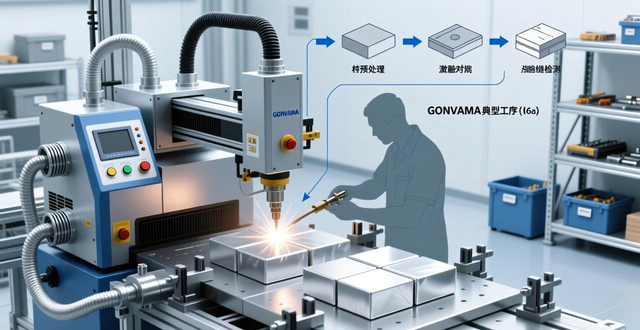
材料要在激光拼焊厂,将其拼焊成二次板料,之后再运送到热冲压厂,在热冲压厂进行加热淬火成型,以GONVAMA的激光消融焊作为例子,拼焊料的典型生产工序呈现为如下图6a)的样子。当前可供货的供应商涵盖了GONVAMA、宝钢TB、宝钢阿赛洛、鞍钢钢加,工艺存在消融焊、填丝焊、消融+填丝焊等等。
②TRB(变厚度轧制板):
它是经柔性轧制工艺产出的金属板,此工艺之下在钢板轧制进程里会利用计算机同步且不间断自动调控轧辊间距,目的是得到轧制方向上厚度因预先设定而持续变动的板材,其生产示意图像图7呈现的那样,当前能够供货的供应商有Mubea、东宝海星 。
③Soft Zone(分区强化):
热成型强化分区工艺所指的是,板料原料是一个等厚等强度的料片,借助特殊工艺,也就是模内分区加热、炉内分区加热,达成不同区域、不同强度的功能。同一零件上划分出了几个区,分别是硬区和软区,硬区的抗拉强度依旧在1300MPa以上,软区的抗拉强度则处于500MPa - 800MPa。图8展示的是本田雅阁车型北美版所运用的分区强化示意图。
该项技术不存在专利方面的限制,能够进行自主开发并加以应用,然而,因为要增添加热控制装置,这属于固定投资,热冲压厂投资数额在100万至200万之间,加热部位的镶块需要采用高热疲劳材料,这种材料每千克价格为170元至180元,并且还需要铺设加热丝,所以模具成本会上升大概20%。要是无法实现规模化应用,那么节拍以及收益就不会很大。一般来说,年销量在20万以下的车型不建议采用。对于年销量大的车型,运用该工艺相较于TWB和TRB工艺能够显著降低料片成本。目前,大众这家车企应用相对较多,福特这家车企应用也相对较多,本田这家车企应用同样相对较多,而大部分车企,基本上没有应用 。
④Patch(补丁板):
热冲压零件个别加强区域所采用的补丁板技术,是事先在坯料上把另一块或者数块热冲压材料焊接好,接着一同加热,且在同一套模具里一起淬火成型,以此达成不同区域具备不同料厚以及结构强度,该技术能节省冲压模具,综合成本相对较低,属于广泛被采用的工艺。不过要特别留意尽量防止补丁板过厚,因为这会加大与基板的厚度差,对后续加热以及淬火保压控制产生不利影响。图9是岚图FREE车型运用的补丁板技术示意图。
热成型软区技术
实现汽车轻量化的重要途径是热成型软区技术,其特点在于基于模具水冷同电热系统达成零件变强度、薄料厚以及低重量的设计。文章针对热成型软区原理解析,针对工艺分析解析,针对模具结构设计解析,还针对应用进行解析。实际生产显示,热成型软区零件不同于传统的热成型等强度零件,能够有效提升汽车的强度与安全性,与此同时降低车身重量,达成汽车轻量化设计并实现节能减排。
1、热成型软区工艺原理
热成型软区加工技艺所指的是,板料呈现为一个厚度相等的料片,借助特殊方式达成不同区域、不同强度的功能。在同一个零件之上,划分成了两个区域,分别是硬区与软区,硬区的抗拉强度依旧处于1300至1650MPa的范围,屈服强度同样处于900至1300MPa的范围;软区的抗拉强度为640至865MPa,屈服强度是420至550MPa 。
要实现对料片不同位置的加热温度控制,从而采用加热炉设备分区加温控制。可是实现此功能会出现巨大的设备投资费用,并且在生产线建设完成之后无法于后期添加,所以并不适用于稳定持续发展的生产性企业去实施。
眼下能够借助模具水冷以及电热系统达成料片硬区部位水道的布置,进而提升冷却速度,于板料整体被加热到860℃至960℃时,促使料片全部达成奥氏体化,在模具合模之际进行快速冷却,致使料片全部生成高强度淬火马氏体。软区部位于模具内部布置电阻丝,将其跟外部电加热系统相连,迫使软区部位持续、稳定地被加热到500℃,维持高温加热10s以上,直到需要软化的部分留存原有奥氏体、珠光体以及铁素体的多项组合组织,以此达成同一零件上不同区域具备不同的机械性能。
2、热成型软区工艺优势
轻量型汽车有着良好的防撞性能要求,为了更好地把这个要求给达到并适配上好的效果,像汽车B柱这种属于变强度的高强度热冲压件,已经在汽车白车身当中被广泛地运用了,它具有一定优点可把较轻量级的薄钢板去替代原本所具备的厚钢板,并且以多相微观组织取代原现有的单相马氏体,这样做不仅能够在更大程度提升减轻汽车零部件的重量,而且还同时拥有更好的缓冲吸能方面的实际效果。热成型软区工艺的应用,通过抵制外部冲击的方式来确保汽车的完整性能够得以保全,与此同时,还能够吸收汽车在受到冲击的时候所产生的能量,进而保证乘客的自身安全性 。
热成型的软区零件能够令需要达成高强度的部位,其抗拉这一项、以及屈服强度这类机械性质显著增添其数值,进而达成所能堪当更大撞击力的成效体现同时呢它还可以促使需要具备低强度的部位,而有所带有底下的抗拉与屈服力量于自身,从而在碰撞之际达标展现出吸能以及溃缩的功用意义两者所运用的方式做这般融汇结合,这样也就能够达到将汽车自身的碰撞以及安全性能予以高效率提升的目的以此来兑现汽车的轻量化目标达成让同一个热成型零件在不同的区域具备不一样的机械效能,以此而去优化零件在汽车整个碰撞试验当中的效能展现 。
3、热成型软区工艺流程
热成型软区工艺流程如下:
冲板料,落所需外形轮廓,用落料压机,借落料模具,于开卷后进行冲裁,此为热冲压板料的落料操作 。
转移:使用机械手等设备将毛还转移至加热炉中。
加热,要把板料加热到奥氏体再结晶温度之上,还要保温一阵子,以此让它能够充分均匀奥氏体化。保温,奥氏体化参数里有加热温度以及保温时间,这二者对板料被奥氏体化后的质量有着重要影响。当处于加热和保温进程时,板料的表面十分容易出现氧化情况,这种氧化不仅会影响后续冲压淬火的效果,还会额外增加表面清理工序。针对板料,进行表面防氧化处理,也就是弄上防氧化涂层,或者往加热炉内冲入保护气体,像氮气这类的,如此着实能够显著减少,甚至是尽可能避免钢板产生氧化皮呢。
转移,借助机械手之类的设备,把已经奥氏体化的板从加热炉里取出来,再让其传输到热冲压成形水冷模具当中。
快速完成冲压成形之后保压淬火一阵子,借助模具冷却系统对高温板料做淬火热处理,从而让热冲压零件硬区部位获取均匀马氏体组织以及良好机械性能,这是冲压成形、保压淬火的作用。模内持续加热保压会使热冲压零件软区部位留存原有奥氏体,使其不发生马氏体转化。此外保压能够减小回弹,提升热冲压零件形状精度。
转移:使用机械手等设备将热冲压成形零件从模具中取出。
后续的处理办法具体如下,其一要借助酸洗或者喷丸的方式,去拿掉零件表面的氧化皮,以此提升零件表面的质量;其二呢,要运用激光切割机以及激光钻孔机,针对超高强度热冲压零件开展切边以及钻孔的操作,要不然,可以在热冲压成形之前进行钻孔的工作 。
4、热成型软区模具设计
热成型软区模具,相较于传统热成型,其结构更为复杂,热成型软区模具在水冷系统与电加热系统共存时,增添了可精确快速调节的定位杆装置,还增添了调节可伸缩的定位杆装置,经由精确定位以及快速调节,能够有效减少工装上线调节时间,精度控制零件软区与硬度过渡区的长度,以此达成降低生产成本的目标。
某车型有个中支柱加强板零件在图1里,图1的标注1所指的就是待加工成硬区的位置,最终形成的零件在这个位置的抗拉强度得大于1300MPa,屈服强度也要大于900MPa,要实现这样的要求,得对模具该位置的镶块开展水道加工,再连接水冷系统,通过这样的方式达成快速冷却,进一步让原材料从奥氏体转变为均匀马氏体,以此满足我们的需求。
图示标注3的地方是零件软硬过渡的区域,这个过渡区是由残余奥氏体、珠光体、马氏体、铁素体中的一种或者多种组织构成的,过渡区属于不受控制的区域,在模具内是通过布置隔温用的石棉又或者耐高温高压的玻璃纤维来达成隔温的;图示标注2的地方是需要软区的位置,最终零件在这个位置抗拉强度得要>600MPa,屈服强度得要>400MPa。在模具内软区所在位置的镶块上打孔,布置电阻丝,用其进行模内持续加热从而输出 。
在模具内镶块那儿,电阻丝排布完成之后,借助电控信号跟外部加热设备相连,利用外部电加热系统对镶块加热温度进行自动化控制,要确保镶块加热温度持续稳定地处在500℃±50℃范围里边,依靠这个来保证零件软区部位的金相组织不会出现马氏体化的情况,让原有的奥氏体、珠光体以及铁素体的多项组合组织得以保留,从而满足技术要求。
硬区部位模内水道快速冷却
硬区部位模具内部,如图所示,依然布置着水道,水道经水路系统和设备水路相连,借助外部设备来控制水流量以及水温,以此确保硬区部位镶块表面温度小于80℃,进而保证零件硬区部位金相组织从奥氏体化向着马氏体化转化,满足其自身所需的技术要求。
5、热成型设备
和传统冷成型模生成来 contrasted,热成型生产运用的是高速上料机械手,高速液压机以及辊底式加热炉,像图5和图6 shown那般。运用先进的自动化机器人,能够飞速精准地把板料从此处堆垛区送往那边加热炉传送区,长达38m的辊底式加热炉,对板料开展3至5min的加热,以使板料达成高达900℃以上的温度;与此同时配备各类先进的测温技术元件,确保批量生成时的稳定性。
在对热成型软区工艺开发进展予以解析以及展开研究之后,实际生产情况显示,热成型软区零件和传统的热成型相等强度零件存在差异,这种差异能够有效地提升汽车的强度以及安全性,与此同时,还可降低车身重量,进而达成汽车轻量化设计以及节能减排的目标。







